��������ʴ�ཬ�ÿ�����Ӯ�ÿͻ�
SJB-200������---ʽɰ����Ϳ������ǰ��Ӧ��֧��ģ��ֽ��Ԥ����Ƚ��м�飬ģ���ڵ������ˮ���ֽ��ϵ�����Ӧ�����ɾ����ø˼���װ�ɵ����ļ����豸�ڹ���ʹ��Ҳ��Ϊ�ձ飬����Ӧ�ϴ���Ԥ�����ļ��衣��������Ҫ���涨���У���ֹԤӦ�������������������¹ʡ��Թ���ѹ�������ཬ�ù�Ӧ��
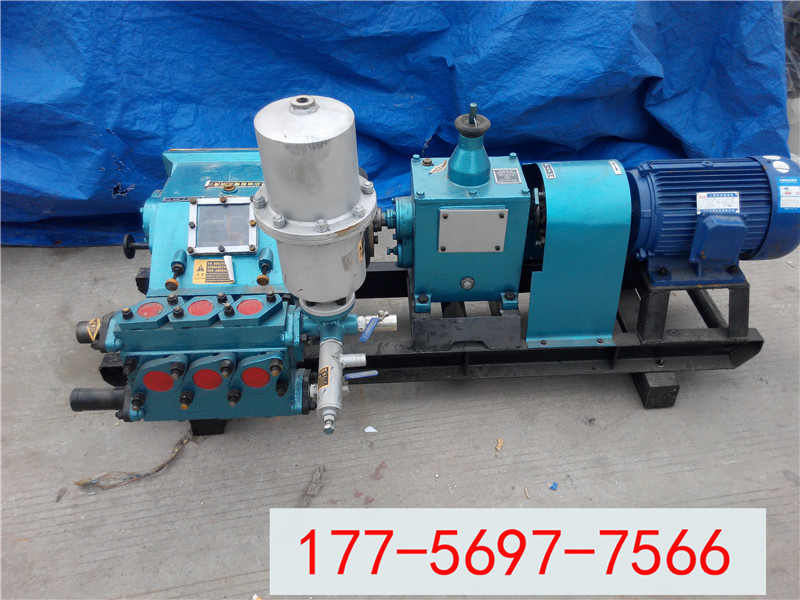
��Ϳ����һ��Ϳװ�豸��ԭ���ǽ�Ϳ�Ϸ�ɢ����״��Ϳ�ڱ�Ϳ������һ�ֻ�е�豸��

����������
��Ʒ����
SJB-200ɰ����Ϳ��
��ѹ�빦�� 380V��7.5KW
����ѹ�� 3MPA
�������� 7M3
���;��� 0-80M
���߶� 40M
�ɽ���Ϳ�� 80M
��ͨ��---���� 3-6MM
�������� 300KG


���Ϸ�ʽ�����������
Ӧ�÷�Χ:�������ľּ��ŵ��幤������˾ͬ��������������ռǿ���ܣ����������Ϊ˫����ʻ���������;��Զ��ǹؼ���������Ͻṹ�����ϲ��ṹ�����Ե�������Ͻṹ���иֹ����������̨�Ľ�ϸ�������������Ŷջ�����������̽�ȡ�Ԥ�Ƴ�������***����ģ���밲װ�ֵ���***�����豸��װ***Ԥ�ƽڶ�***����ԤӦ����***����Ԥ�ƽڶ�***�ܵ�ѹ��ѭ�����ġ����߲���***���ƾ�λ***������ʱԤӦ�����������豸***��������ԤӦ����***�ܵ�ѹ��***���������֧��***���湤��***���ա�
�ӹ���ɰ����Ϳ���ʺ�������ǽ����Ϳ��ˮ��ɰ���ཬ�������ཬ����ˮ������Ϳ��������Ϳ���컨����Ϳ��ǽ����Ϳ��ɰ����Ϳ������Ϳ������Ч��Ϳ����Ϳ��ɰ����ͿĨǽ������Ʒ��Ϳ����ɽ��Ϳ������������Ϳ����ˮ��©����ˮ��©��������������ˮ�ӡ�ɽ�¡������ҡ����������ݳ���ʩ�����ɷ��㡣--��ʩ���ֳ�������00��λ�������൱�ڲ�¥�ߵ�ת�������Ͻ���������������̨���������--����ҵ���Ӷ����ཬ�ó��ҹ��Ͻ��
����Ϳɰ�����ͣ���ͨɰ��������ɰ��������ɰ��������������ӡ�������ˮ��ճ�ϼ���������ϡ�����Ϳ�ϵȣ����������Ƚ���ã���


�˿��ͺ���Ϳ���������ձ���������θĽ����Ƴɹ����罬��,����ʪ��ɰ���ͱ���ɰ������---���ŵ㣺�ǿ��ص�������ѹ���ཬ����Ӳ��û��
1������û����ػң�ʡˮ��ʡ�ϣ��ɽ��ͳɱ���20%���ϡ�
2������������Ҫ����ּܣ������ƶ��豸����������磬�����ǡ��������������Ϳ�������˹��ڣ�����˽��ȣ��ֽ�Լ�˼�����Ϸ��õ�֧����������������ƻ���������Ϊ��--�淶���ٹ�·��ͬ����Ŀ�����������������淶�������ƶȻ��Ľ��У����ݽ�ͨ���䲼�ġ���·ˮ�˹�������������취����ͨ��00�������ļ������������ع淶��Ŀʩ���ƻ��ȡ��ر��Ʊ���Ŀ�����������ҡ�����������ƻ������¼�Ʊ��ƻ��������������¡��ֽṹ��ƹ淶��GB00-00����-��������Ͻṹʩ���淶��GB00-0�������ýṹ�֡�GB/T-00��������ű�ʾ����GB/TGB/T-00����·�����ֽṹ����Ϳװ����������JT/T-00���ֽṹ��Ť����ǿ����˨���Ӹ���GB/T-00���ֺ����ֹ�������̽�˷�����̽�˽���ּ���GB�������ۻ������ӽ�ͷ�������ࡷGB/T�������⺸��ŷۼ�⡷JB/T0�⡶�ֽṹ����ʩ�������չ淶��GB00�������ýṹ�֡�GB/T-00���Ͻ�ṹ�ּ���������GB/T0-��--̼�ؽṹ�ּ���������GB/T-.���̸ſ�����Ŀ����������ٹ�·S�д��շ�վ������������Z0·�ڣ��������ѵ�--ȫ��һ���ѵ��Ľ�����.�ף�ӭ������Ľ�����00M.����--�����ѵ�����.00KM,.M/����DB�ѵ��Ͽ�A�ѵ�������M/����T��վ¥����Ԥ���ѵ���.M/���������粼�����ѵ������ſ粼������������ΪX0M�ָ�����ϼ�֧����+M+X0M+X0M�ָ��������������+X0M�ָ�����ϼ�֧��������������.M�����0����̨��I�ѵ��Ź��ã���~������I�ѵ��ϲ�������0M��֧�ָ����������������֮����������������졣������ɽ��ͨ����AEGH�ѵ�����0M��֧�ָ�������������Ͽ�BG�ѵ���������ʽ�տ�Խ��0M��֧����һ�����ף�һ�����������������ѵ��ŵ�0��Խ�д��Ǽ���·����������0M�ָ��������������������ʽ�տ�Խ��·�������Ŷ������Ե������·�����ṹ��������С��.0M���ơ����ѵ���~��Ϊ��Խ����ӭ������ſף�����0M�ָ�����������������Ŷղ��øֽṹ�żܶ���ʽ���żܶ���������ӭ������г��������е����ơ����ѵ���~������λ��ӭ������ָ����ڣ����Ǿ����ڷָ����������Ŷռ�����Э��һ�����أ���������������X0M�粼�ף�ͬʱ�ڿ�ԽZ0��·�����ѵ���~��X0M���øֻ���ϼ�֧������ZDK0+.�ѵ������ű���ΪD�ѵ��Ͽ�A�ѵ����裬�����ϲ�����X0M�ָ���ֻ�������ṹ���²����÷���ʽ��̨���ע������ZBK0+.�ѵ������ű���ΪE�ѵ��Ͽ�A�ѵ����衣�����ϲ�����X0M�ֻ���ϼ�֧�����ṹ���²����÷���ʽ��̨���ע������HK0+�ѵ������ű���Ϊ��T��վ¥������������������裬�������ָ����Ѱ�0M��Ԥ����֧��λ�á�Ϊ��ԽBD.EG�ѵ�����������X0M�������θָ���������š�����ƽ�����߰뾶��С����λ�ڻ������ߣ�Ϊ������������γɲ����������߶ȣ��ϲ��ṹ��������ʱ֧��--�μ���������������ֽ������������ķ�ʽ���²��ṹ�Ŷո߶Ⱦ���0M���ң�������ʽ����������ʽ�գ��������Ŷմ����ø�������������������������עJ������IK0+0.�ѵ������ű���Ϊ�����ݷ������T��վ¥���裬�����յ�ָ����Ѱ�0M��Ԥ����֧��λ�á����������ֺ��������ζȽϴ���M+M��֧���θָ���������ţ��������X0M��֧���θָ���������š�����ƽ�����߰뾶��С����λ�ڻ������ߣ�Ϊ������������γɲ����������߶ȣ��ϲ��ṹ��������ʱ֧��--�μ���������������ֽ������������ķ�ʽ���²��ṹ�Ŷո߶Ⱦ���0M���ң�������ʽ����������ʽ�գ��������Ŷմ����ø���������������ڿ�ԽB.F�ѵ������ܿռ�--���Ŷղ��ö����գ��ն��Բ���˫֧�㡣�����������ע�������ָ���������������������0M��֧���������~��λ�ڷֺ�����������������,�����������Ⱦ�Ϊ0M�ȿ����������䵥�ҽ��棬�ɿ��ڸ������ͻ����������ͨ���������Ӽ���ɣ������ṹ�����ߴ�����.M,�ָ����.M��������������0.M��Ϊ����ʩ���ͽ������أ����۰��䶥�����ѹ�ְ��������ϰ塣������.%��˫������£�����������������������ͬ����������ɸ��岻�ȸߵ�����������װ�Ⱥ�Ϊ������û����������Ŀ�ѹ��������С�ø����������Ϸ��Ļ�����������ڸ�����װǰ��ע������װ���ٽ�עʣ������ۼ�������������塣��������λ�ڱ���Σ��������䵥�ҽ��棬���۳��������ѵ��������ױ���һ�£�������ȱ仯ͨ���������ȼ�಼�õ����������ṹ�����ߴ�����.M,�ָ����.M,������������0.M.���п�λ��ֱ�߶Σ����۰��䶥�����ѹ�ְ��������ϰ壬������γɷ�ʽͬ���ϸ��ס����Ҳ���Ƭ����λ�����߶Σ�Ϊ���ڸֽ�ã�����岻����ѹ�ְ壬�ڸ���������ɺ���������������--��ע��0M�����������������������䵥�ҽ��棬�ɿ��ڸ��������ֽ�ԤӦ�������������ͨ���������Ӽ���ɣ�����ͨ�����ֺ������ӡ������ṹ�����ߴ�����.0M��Ϊ����ʩ���ͽ������أ����۰��䶥�����ѹ�ְ��������ϰ塣������.%��˫������£�����������������������ͬ����������ɸ��岻�ȸߵ�����������װ�Ⱥ�����嶥��0.0M,�����Ϊ.0M,�����������.0M��������ò��θָ��壬0M�羶������Ϊ0~MM,S0M�羶������Ϊ~MM,����00MM�����嶥������������ڵװ��������00MM����Ӿ��ߣ��ڸ����������壬�����������.M.�����ڹ�����--���ؽ��к���������0M�羶���������������װʩ����0M�羶�����ֶε�װʩ�����ڽӿڴ�������ʱ֧�ܰ�װ���������ø�ǿ��˨���ӣ��γɴ��ֶ���Ķ����������Ȼ�����п����������ʱ֧�գ�ʩ�Ӷ���������ѹ�ְ壬��װ��������ԤӦ������������������������ﵽ���ǿ�Ⱥ�����ԤӦ��������ѹ���������ʱ֧�գ������������ϵת������ʩ������ϵ������װ��ײ�����ȡ����θָ������0M0M����������θָ���ֱ����BCSW00BCSW00�ͣ�BCSW00�Ͳ���00MM,����00MM,BCSW00�Ͳ���00MM,����0MM..ͬһ����������ָ��������õȺ���ƣ�0M�羶��������0MM,֧�㸽��������MM��0M�羶��������MM,֧�㸽��������MM,���θָ�����������������Ӳ��ú������Ӽ�����������M����ͨ˨����������0MM�����������Ӽ�����K�ͺ��졣��������ԽӲ��ú������ӡ�������JZ��ͬ����ҪΪ�������ṹ��ʩ�����ո��Ӽ��������ߡ���Ŀ��ͨ���Ķ����о�����ļ���������ϣ���ȷ�˱����̵��ص��ѵ�Ҫ����й�Ҫ��������Ŀ���Ҫ����0�������ٿ��˸ֽṹ������������������������--��ͨ����ѧ��ƽ�ķ�ʽѡ�������������������λ��.���Ŀ�������Ŀ���Ƶ�ʷ���.����Ŀ��--�����Ŀ��--�ԡ����ָ��ִ����00%�����������ȷ��%��������Ƭ�����ϸ���00%�Բ��ϸ�ĵ�ƬҪ��ʱ���IJ��ﵽ�ϸ��������Ƭȷ��.%���Ե�ȱ��Ӱ���������ô�����©�����������������Ƭ��Ա�������˴������ŷۼ��ȷ��00%��ԭ��������ȷ��00%�����м���豸������Ӧ�������궨��У�ϸ�.���������Ƶ�ʷ�������ҳ�����������������Ƶ�ʷ���һ����.ʩ�������������ص��ѵ㼰Ԥ����ʩ.���θָ������������ʩ������Ҫ���й�������ʩ�����ղ���Ҫ��������,��������·�ź�ʩ�������淶��JTG/TF0-0���ֽṹ����ʩ���淶��CB0-0�й����İ����⣬��Ӧ--ע����������..�ֻ������������һ��������Ͻṹ���������е���λӦ��������ļ��ļ���Ҫ��·�ź�ʩ�������淶������·��������淶�����ֽṹ����ʩ�������չ淶����������ر���������ϸ�ĸ������칤�շ�����Ϊ--��������ӹ������������칤�շ�������ͨ�������ִ�С��е���λӦ���ݽ�ͷ��ʽ���ƺ��ӹ����������飬��������ϸ�ĺ��ӹ����������棬ȷ�����ʵĺ����¿ڳߴ�����ĺ��ӹ��պͺ��Ӳ�����ѡ����Ч�Ĵ�ʩ���ƺ��ӱ��κͽ��ͺ��Ӳ���Ӧ�������ӹ�����������Ҳ����ͨ�������ִ�С��������ڱ����λ�÷ֶΣ��ڹ������죬Ԥƴ����ϸ�ֽڶ��˵���λ�ظ�����ų��������ֶ�ʱ�����װ��븹��ƴ�Ӻ�����������������淶Ҫ���ҷֶν�ͷ��Ӧ������Ӧ��λ�á��ֲ�Ӧ��ͬһ����ͬһ����ͬһ���ͬһ����״̬��ÿ0��¯���ų�����Լ�����Ӧ��ȡÿ�ְ���0%���ٿ���г�����̽�ˣ����鲻�ϸ�ĸֲIJ���ʹ�á��ļ������ߴ��Ϊ���¶ȡ�ʱ���峤�ȣ������쳤�Ȼ�Ӧ��������ʱ�¶������ͺ������������ӹ������ȡ����и˼��ľ�����¶��Ե���뵹��RMMԲ�ǣ�--������ߵ���˳����Ǵ�ͿĤ�ĺ�ȡ�����ڵ��Բ����λ�ھ��к�����ĥ��˳�����ø������ֳ�--��⡣������̥�ܿ�ʼ����̥�ܵ��Ľ�ˮƽ��Ԥ�����ϸ���ƣ�ȫ�����Ϲ����еijߴ��⣬�����ʿڵļ�⡣��װ�ߴ�Ƕ�ƽ�жȵļ�⣬װ������ߴ�ĸ��ˡ����Ӳ��ֺ�ǰ�������ӵ����ļ�⣬���ӷ����ļ�أ���Щ��Գ�ͬʱ�������Ӻ�����λ�����Ƿ���Ϲ淶�����Ÿ߶ȣ��Ƿ���ҧ�ߣ����ף���۳��͵ȣ��Լ�--���������о������Ա�����Σ��Ѳ���ĵط������ڳ���ǰ�����ﵽ�淶Ҫ���������ǹؼ��ģ���Ҫ�ɵ�������ⵥλ����ɡ�ʩ��ʱ��ֹ�ڸ����������⺸����ʱ������.���θָ���ʩ�����θָ���Ӧѡ���мӹ�����������--�����빤��Ҫ����һ����ģ�Ĺ������죬���θָ����ѹ�Ʋ��öನ����ģѹ�������θָ��岨���������ӹ��ְ���ȷ���������ʹ�õIJ��ϱ����в���֤����Ӧ������и��飬�ڹ����������θְ�ʱ������ȷ�Ŀ��Ǽ���ʱ���������ȷ�����Σ�����ӳ�����θָ���ߴ��ϡ����θָ������00/00�Ͳ��ְ壬Ϊ�˱��ڲ��θָ�����������ӣ���������ڶγ���ȡΪ��������--�����θָ�����öನ����ѹ�Ƴ��ͣ��ڶ��ڲ��θְ���������ӡ��ڶ���ڶβ��θְ�����������ڹ�������ɡ���������ʱ���θָ�����Զ����ţ��������������㣬�ײ�ְ�Ӧ֧������������ͬ��ľ���������ŵ��ϡ����θְ����䰲װ��Ӧ��Ϳװ�ϸ����������ˡ�.ѹ�ְ�ʩ��ѹ�ְ�Ӧ����--����װж��ת�ˣ��Ͻ�ֱ�Ӳ��ø�˿��������װ��ѹ�ְ��ڸ����ϵĴ�ӳ��Ȳ�ӦС��0MM,��ѹ�ְ�����ĩ�˾��������Ե��С��00MMʱ�������ձ߰���ͷ��ѹ�ְ忪�����и�˲��õ������и�ѹ�ְ壬���ò��û����и֧��ѹ�ְ�ĸ�������Ӧ������࣬ѹ�ְ����������ļ�϶Ӧ������MM���ڡ����۴�������ѹ�ְ�ͨ����ͷ�������������Ե���к��ӣ�����������CMԤ���ȡ�.���������ȼ�������Ҫ�쾭��ۼ��ϸ�ɽ��������⣬������Ӧ�ں���H����У�����������ּ�̽�˱���̽�������ͼ���ȼ����±�ִ�У�̽�˲�λӦ���ϡ���·�ź�ʩ�������淶JTG/TP0-0�Ĺ涨�������һ��̽�˺ϸ����������%���ϣ��Լ��ٺ���ķ������ͷ����ʣ��Ӷ�--���������ͽṹ��--�ԡ�.��ǿ��˨ʩ����-��������Ͻṹ�����������������MĦ����ǿ��˨���ӣ���ǿ��˨��ĸ����Ȧ����0.S�����似������Ӧ����GB/--00�Ĺ涨����ʩ������������·�ź�ʩ�������淶��JTCTF0-0���йع涨ִ�С���ǿ��˨����Ť�ط�ʩš����������λ�ò��ò������ֶ������⣬һ�㶼�õ綯��Ť�ذ���ʩš����˨��װ��˨��װǰ,��ȫ�������������,���Ը����ӵ�İ���Ӵ����������,��������۹�����ȣ�����ë�̣������ֶ�ɰ�ִ�ĥ��ʹ���汣�ָɾ������˨��װǰ����װ�嶤���嶤��Ϊ�ýڵ��������0%,���������ĽǴ�������һ���嶤���й̶�,Ȼ������װ��÷���γ嶤Ⱥ����װʱ--����������϶�������������,ȷ�Ͻṹλ���������ʣ������а�װ��ǿ��˨����--��š����˨ʱ����--�ô�Ȼ���ø�ǿ��˨������³嶤����ʱ��š����š��š˳�����˨Ⱥ��������ʩš,��š���öŤ��Ϊ000N.M�Ĺ������֣���šŤ��Ϊ��šŤ�ص�0%~0%���Գ�š������˨������ͷ�����ϼǺţ�����©š����š�Ӳ���Ҫ�����˨��װ���������������©š���������ۼ���Dz鿴��û�а���ĸ�͵�Ȧװ������˨�ij����Ƿ�һ�¡���š��šʩ��A�ڳ�š����Сʱ����С�B.��š�м���˨��������������ʩš��C����š������˨�����ñ������©š���ظ�ʩš��D.ʩš�����У�Ϊ����˨��ת������˨ͷ��һ���ÿ��ڰ��ֿ�ס��E��šʱһ��š��ĸ���Ը���λ����ȷʵ��š��ĸ����˨��Ҳ��š��˨ͷ,������ͬʱ��ס��ĸ��--��ĸ����ת��F��šһ�ɲ��ý��ڵ綯��Ť�ذ��֣���������궨��G��������֮��ĸ�ǿ��˨����šǰ����װ�ֺ�����������š��ĸ������ӽ�ͷ�����γ�--�ĸ��Խ�ͷ��ʹ�õ綯��Ť�ذ�����š��˩����������ʩš����;����ͣ�ٷ����׳�š����š���ÿһ�ڵ��ڵĸ�ǿ��˨ȫ����š���,���ø�λ�����,�������Ϊÿһ���ڵ���˨������%����������ֻ������Ҫ������˨����ĸ�ϻ�һ������ߣ�������˨��λ�ã�Ȼ����ĸ��תһ���Ƕ�Լ��,�ٽ���ĸ������ƽ�ȵ�šת��ԭ����λ�ã���ȡ��ʱ��Ť�ؼ�Ϊ��Ҫ������šŤ�أ��������Ť�رȽϣ�����.M�������š���輰ʱ��������װ������˨������Ӧ����š��顣С��0.M�����Ƿš��Ӧ��ʱ��š��.��-��������Ͻṹ��������˨��ʩ��˨������ǰ�����밴���绡�������ú���������GB/T0.-00�ĸ���Ҫ�����ϸ������顣ֻ��ͨ���ϸ������飬˨����������ͺ��Ӵɻ������������Ǻϸ�ġ�˨�����ṩ�ϸ�˨������--��Ӧ��������˨����״�����й���ijߴ�ͺ�����״�ߴ磬˨��ͼֽ����˨�����õĺ��Ӵɻ���ͼֽ��˨�����ϵ�˵�������������������������Լ����Ӵɻ���˵����ÿ�������Ĺ�ѧ�������鱨�漰ÿ¯���ŵĻ�ѧ�ɷּ�ⱨ�档�����ĺ�����������ϸ�����������鱨�档�ñ�����Ӧ����˨�������ӵ�ѹ����ʱ�估��ǹ����λ�õķ��Ⱥͺ����豸��������������˨�����ӹ��������ɾ���˨��������ѵ���Ժϸ�ĺ������Ρ����ӹ��������ϸ�˨�����ӹ��տ�ִ�С�ÿ��ÿ̨�ʼ��������ǰ�������һ�ֺ�������ʱ�������밴�涨�ĺ��ӹ����Ժ���˨����������ۼ��͡���������飬�ϸ�ɽ�����ʽ���ӡ�����һ��˨���ƻ���Ӧ���º�������˨�����м��飬������Ҫ��Ӧ�������ӹ��ղ��������Ժ���ֱ���ϸ�Ϊֹ.�Ժ��õ�������빤��������ͬ����������䶯��%������λ��Ϊƽ����������������˨������λ��ƫ���ع���������˨�������Ͷ�����Ӧ�ϸ�����ڡ�MM���ع����ĺ���˨������Ϊ��MM,����Ϊ��MM,ÿ��˨������������۾�Ӧ��顣��ۼ��Ӧ�۲�˨�����ۻ����ȼ������ŵı����ȼ������ſ��ȸ߶��Լ�˨������������ϳ̶ȡ�һ�����˨����Ӧ--0���ܱ������ţ�����������Ҫ����������˨�����߷����ƽ���߶Ⱥ�С�߶ȷֱ�С��MM��.M,�����ƽ��ֱ����С��.MM.���Ƹ߶�Ϊ˨�����Ƴ���L��.MM���Ժ��ĸ�˨��Ӧ�����������顣���鷽���ɲ��ô�������������Ͳ��˨����ԭ����������0�㣬��˨���������û���κ����ˣ���Ϊ�ϸ����������У���û�л������0�ܱߺ��ŵ�˨��������ȱ�ݳ��Ȳ�����0��ʱ���ɲ��æ�MM��.M�ĺ������в�������������Ӧ��ȱ����������0MM.�������ųߴ�MM.�Բ��ϸ�ĺ���Ӧ�ӹ����ϲ��������ȥ˨���ĵط���ƽĥ��,������������������˵ģ�Ӧ�ú�������ĥƽ��Ȼ�������˨������Ӧ�ϸ������˨���ĺ�������..�ֽṹ�;�����Ƹֹ����ij����ͿװӦ�����������ϸ����У��ֹ���������ⷽ��������ɰ���⣬�������������ȼ�Ҫ��ﵽSA.�������ݡ���·�����ֽṹ����Ϳװ����������JT/T-00��Ҫ��--��ʴ����C��ƣ����ó�Ч�ͱ���������Ϳװ��ϵ�����иְ�������Ҫ��Ϳ0~��M������ᣬ�ֽṹ���������ʩ���±���ʾ��.������������������չ��.���쳬����̽�˲�����̼���������·��������淶��Q/CR-0����·�ź�ʩ�������淶��JTG/TF0-0����ά�����ⳬ����⼼�����ȼ���������/0�����������ѡ�ó�����̽����Ӧ���й��궨��Ӧ�������������¶ȵ��ȶ��Ի����¶ȱ仯�źŵķ��ȱ仯����ȫ���߶ȵ���%.λ�ñ仯������ȫ�����ȵ���%����ʾ���ȶ���Ƶ������Z�źŵķ��ȱ仯������ȫ���߶ȵ���%���ź�λ�ñ仯������ȫ���߶ȵ���%��ˮƽ���Ե�ƫ�����ȫ�����ȵ���%����ֱ���ԵIJ���ֵ������ֵ��ƫ����ڡ�%��̽ͷѡ�ò���.-MHZ��0��0��,̽ͷ0MM���ҡ��Ա��Կ����CSK-IARB-��CSK-ZBRB-RB-����ϼ���ά�ػ�CG/CG00��ϼ��������ȵ��ں�̽�˱�����ͬһ��ϼ���̽�˱���̽���ƶ���Ӧ�ɽ���ʴ�����ӣ�̽����Ӧ��ĥƽ����¶������������--�����Ӵ���������漰̽�˱��澭��ۼ��ϸ���ɽ���̽�ˡ����--����ij�����̽��Ӧ�ں���Сʱ�Ժ���С�̽��ʵʩ̽ͷ�IJⶨ��CSK-IA���Կ��ϣ��ⶨ̽ͷ�ļ�����ǡ�����CSK-IA���Կ�R0R00�����䲨����б̽ͷ���ⶨ�����ú��������ֱ��ΪMM��ͨ����Ϊ�������壬�������-�����������DAC�����õ�̽ͷ�ͽ�����RB-��RB-�Կ��ϰ���ĺ�ͨ����ͬ--��ͬ�����ݻ��ƾ��-�������ߵ�H0�߰��������������ߵ����ݣ���ɵľ��-����������ߡ������ȵĵ�����RB-��RB-У��̽�������ȣ����������Ӧ�����������ȼ���ÿ�μ��ǰӦ�ڶԱ��Կ��϶������Ƚ���У�飬У��㲻���������㡣��������H֮�ڻ����������Ӧ�ڶԱ��Կ��϶�ʱ���ߺ������Ƚ���У�顣̽ͷ�ƶ���ʽ̽ͷ�ƶ��ٶȲ�����0MM/�룬ÿ��ǰ���ݾ�ó���̽ͷ��Ƭֱ��������̽ͷ�뺸�������ߴ�ֱͬʱ������0-��İڶ���̽�˼���ȼ��ԽӺ������ȼ�ΪB�������Ǻ������ȼ�Ϊ--��ȱ�ݶ��Բ���ǰ�����ң�ת�ǣ������˶��������ƶ���ʽ����Ϸ����źŵ��ص㼰λ�ö�ȱ�ݵ�λ�÷������ʻ�����ȱ�ݲ����Ѷ�Ž�����ȷ�ж���̽���з��ֲ���ȷ�жϵIJ���ʱ��Ӧ����RT��MT�����ۺ��жϡ�ȱ��ָʾ���ȵIJⶨ����Ҫ��IJⳤ�����ⶨ��ȱ�ݵ�ָʾ���ȡ����ձ������ȼ�ΪI��II�������¼�����������ݹ������Ʊ�Ų����¿���ʽ����ʹ�õ�����̽ͷ�Կ�ź�ϼ�̽�˲�λȱ�ݲ�λ�����ߵȣ��Լ�����Ĺ�������̽�˱�����Ҫ���ݹ������ƺ�ȱ��̽�˷�������ʹ��������̽ͷ�Կ����ձ�̽�˱�����λʾ��ͼȱ������������̽�˽��۲����߸����˼�̽�����ڵȡ�.���p�ŷ�̽�˲�����̼���������·��������淶��Q/CR0���洦��̽�������ϴ�ŷۼ�����鱻���ںܴ�̶���ȡ���ڱ�������״̬������Ӧ�����۵ȿ�ճ���ŷ۵����ʡ��Լ������ķ�Χ�������̽�˷�Χ�����촦Ӧ��ĸ�ķ�������0MM��ѡ��Ż��淶�Ż���ʽ���ݹ����Ĵ����Գߴ���״�ṹ�ͼ�ⲿλ��ѡ����������������������ʹ�ý�����ʱ������������ϵ�������Ӧ����N��ʹ��ֱ����ʱ������������ϵ�������Ӧ����N���Ż��ŷ�ʩ��һ�������Ĺ���ʹ��ʪ����Ӧ�ڴŻ����������ʩ�Ӵ���Һ��ͣʩ����Һ����S��ſ�ֹͣ�Ż���������У��ѡ���ʺϵ�A��ʾƬ��ų���ʾ����У�鱻�������Ƿ����㹻�Ĵų�ǿ�ȡ�ע�����ȱ��ƽ���ڴų�ʱ��ȱ�ݴź۲�����ʾ�����ڹ�����ȱ�ݿ����и��ָ�����ȡ�������δ���ģ������ÿ����λ��������������ƴ�ֱ�ķ����Ͻ��дŻ������Ӧ���㹻���ص���--���㹻���������´ﵽ00%�ĸ��Ƕȡ�������ʣ�ŷ�ʱ������ȷ�����칤������Ӧ����ʣ��Ÿ�Ӧǿ����000GS���Ͻ���������00E,�ӴŻ������������ź��γ�����ڼ䣬�������Ų��ϲ��ܺ��Լ�����Ӵ����������αȱ�ݴ�к����ֱ��ͨ�繤���У�Ӧ�����Լ���״�IJ�ͬ��ѡ�ô�ͷ��ǯ�����̣���Ӧע���ֹ��ͨ���ж�ʱ�����������ͽӴ����������ȣ���Ӧ���Ӵ����Ƿ���ࡣʩ�����������ij���ʱ������0.S,��ÿ�������ļ�����˵ͨ��Ρ��ź۷����ź۵Ĺ۲�����ڴź��γɺ��������С��γ�α�ź۵�ԭ���д�к����ֲڹ���������/�ż���ʾǿ������ʾմ�۵ȡ�������ȷ����ȱ���������شźۺ�α�źۣ�--ʱӦ�ؼ졣���յȼ����������ȼ�Ϊ����¼�������ź�ʾ��ͼ��ӡ����ȷ��������ݵ�λ�ó��ȷ����������Լ�¼����¼ͬʱӦ�������й��ղ����ŷ�����ɴŷ�ʪ����ӫ���������������������벨ֱ��ȫ��ֱ������������ǿ���ƻ���ʽ���˴Ų������˴ţ�̽�˱�����ݼ�¼�����ձ�����������������̽�˱��档��������Ӧ���������Ź������Ʋ��ʹ������칤������̽�˲�λ�����T̽�����ͺ�̽�˹���������/������ȱ�ݵ�����������ڼ����Ա��.X����̽�˲�����̼������������ۻ������ӽ�ͷ�������ࡷGB/T-00̽���������鹤������һ��Ҫ��ƽ����Ӧ��Ӱ��ȱ����������ȷ�ԡ����������治����״̬����ܸ�����ȱ���������ʱ��Ӧ�Ա��칤����λ�����ʵ��Ĵ������豸��������ѡ���ʹ��X������ѡ����ݹ����IJ��Ϻ����״Ҏ���涨�������Ⱥ����ʵ�Ҫ���Լ�����ʱ�䣬ѡ����ƥ���X���������ʼƿ�ѡ���������ʼơ����ݱ��칤���ĺ�ȣ�����˫��--ѡ����Ӧ�����ʼơ�������������Ҫ��������ͨ��ʹ��Ǧ��������������Ƭ��Ƭѡ�˷�AGFAC�͡�--���ߵ�������ǰ��ÿ̨��������������Ӧ��--���ߣ�����̽����ԱѸ�ٵõ�--��������ýϺ����������������Ƭ��װƬ����Ƭ�����������õ������У������ݱ��칤���ı�ŶԴ���Ǧ�ֱ�úš�������ʹ��ʱӦ�뽺Ƭ������������Ƭ��װ��δ--�İ������ѱ�ŷ����ڱ��칤����Ӧ�IJ�λ�����ʼƵİڷ����ʼ�Ӧ��������Դ�ࡣ����������������á��粻����ʱ�ſɷ��ڽ�Ƭһ��ı�����棬������ͨ���Ա�����ʹ�����ȴﵽҪ��麸��ʱ�����ʼƴ�ֱ�ں�������ڱ��캸���ĩ�˱��������ȵ�/��λ����ϸ˿������ࡣ��Ƭ����ǰӦ����--��ѵ��������ͣ�õ�ʱ���ⳤ��ѵ����ʱ��ҲԽ����ѡ����ȷ���շ�ʽ�ͽ���Թ�������һһ��Ƭ��X-����Ӧ�Լ�Ъ�ķ�ʽ���й������乤������Ϣʱ��һ��Ϊ���ڽ���X��������Ӧ����--������ʩ�����̽����Ա����ʱ����������˼����ƣ�����Ұ���߿���ҵ������ѡ��������ҵ�����þ��������ʶ�����Ҵ�����Ƭ�ij�ϴ����Ӱ��Ӱˮϴ�ͺ����ĸ����衣����ʱ��Ӱʱ��һ��Ϊ-MIN,ѡ��ʱӦ��ѭ�������ҵĽ��顣��ӰҺҪ���ڲ�����������ӰʱҪ���ϵؽ�����ʹ��Ƭ������Ӱ����Ӱʱ��һ�㲻����MIN����Ƭ����ǰӦ�Թ�Ƭ�ƽ��м��飬Ӧ�ﵽһ���Ĺ��նȣ���Ƭ��Ӧ����JB/T0��Ҏ������Ƭ�Ƶ�����Ӧ��--��Ƭ��������Ȳ�����0CD/M,�����ﵽ00CD/M����Ƭ�����ʼƵ�Ӱ��λ����ȷ��ָ��ֵҪ�ﵽ�涨��Ҫ��Ƭ�ĺڶ�Ҫ�ﵽ�涨��Ҫ��Ƭ�еĶ�λ��Ǻ�ʶ������ȫ���Ҳ��ڸǺ���Ӱ��Ƭ����������Ҫ��ʱӦ�������ġ������Ƭ�е�ȱ�ݲ����ݱ������������Բ��ϸ�Ƭ����ȱ�ݵ����ʺͲ�λ�����ڷ��ޡ����յȼ��������������ȼ�B���������ּ�I����������̽�˷�ʽ������ʱ������������̽����Ƭ��顣��¼�ͱ����ֳ�Ӧ��¼�����ijߴ��Ȳ��ʣ�̽�˲�λ��ţ�̽�˹��ղ��������ݡ�ÿ�ŵ�Ƭ��Ӧ��ʾ�й�����ţ������ţ�̽�����ڼ������ı�Ǻʹ�ӱ�DZ궨�ֶ�����ʱ����Ч���Ρ����ұ��Ӧ��ʵ��̽�˲�λ�������ϡ����ݼ�¼�����ձ�����������������̽�˱��档��������Ӧ���������Ź������Ʋ��ʹ������칤������̽�˲�λ��ż���Ӧ�ĵ�Ƭ�����ߴ��ȿɲ��������Բ�ͼ̽�˹��ս���--ʱ��ܵ�ѹ���ʼƵȱ�/������ȱ�ݵ�����������������ڼ����Ա��.Ϳ���������̼�����ͿװӦ���ϡ���·���ű���Ϳװ��TB/T����·�����ֽṹ����Ϳװ����������JT/T-00�Ĺ涨��GB00-00Ϳ������������д����Ϳ������ڼ��ǰ��۾�Ӧ���ϸ���--Ϳ������ȫ�̻�/���ʹ�÷��ƻ��Բ�������������0~0��M��������~%����.��M�����ݡ���·�ź�ʩ�������淶��JTG/TF0-0��.0.�Ĺ涨ִ�С�Ϳ��Ϳ��ı���Ӧƽ�����ȣ���Ӧ��©Ϳ�����������ƺ�����ȱ�ݣ���ɫӦ���ɫ����һ�¡�����Ϳ��ı���Ӧ����һ�£���Ӧ����Ƥ�İ����۵���ɢ�������ƺ͵����ȱ�ݡ�ÿͿ��һ����Ӧ����Ĥ��ȣ�����ǰӦ����ܺ�ȡ���Ϳ���Ĥ��ȴ��ڻ������ƺ��ֵ�ĵ���ռ�ܲ������0%���ϣ��������ĸ�Ĥ��Ȳ�Ӧ����0%����ƺ��ֵ��������������Ҫ��ʱ��Ӧ���������߲�ĺ�ȼ�����Ҫ����±�Ϳ�����ʵʩͿ��Ϳװ����Ϳ���Ⱦ�Ӧ�������Ҫ��ÿ����������ÿ������ֵΪ�����0MM���������Ĥ��ȵ�ƽ��ֵ��.���ḽ���������̼�������ɫ����������������������顷GB0-00�Լ�����ļ�Ҫ��ĸ����������β�����̻��������������й涨���ϸ��ձ�Ҫ��Ļ��������¶ȡ���C�����ʪ��0��%�������½������顣����GB0-00�������Ҫ�����������Թ�������ѡ�㣬������ѡ�ļ����Ϳ������������ϸɰ�������ĥ����࣬�����𤽺����Ϳ����ճ��������𤽺�����ȵ�ͿĨ�ڼ���Ϳ��������ϣ��ڽὺ���̻�ʱ���ڰ�Ϳ�о�����������������Ϳ�������������������ٽ��дβ�����Ҳ������ʹ�ø�������ϡ���𤽺��ʹ��˵��Ҫ��Ĺ̻�ʱ������ᣬʹ��һ�������ĵ��ӣ������������ߣ����̻��˵�𤽺����Ϳ��ֱ���ײģ�ʹ�����µ�Ϳ����������Χ��Ϳ����롣�ﵽ�涨�Ĺ̻�ʱ����������������������Ľ�������ʩ����ֱ���ȵ����������ļ����ٶȲ�����MPA/S�����ӣ�ʹ�ƻ�����0S֮����ɣ�ֱ��Ϳ����Ϳ���Ϳ����ײļ�ĸ����ƻ�����ʱ����������ʾ����ֵ��Ϊ��Ӧ��Ϳ���ĸ���������¼�ƻ�����Ϳ����������ƻ�ǿ�ȡ���ͨ��Ŀ���ƻ�������ȷ���ƻ����ʣ������ƻ�����İٷֱȡ�������ÿ������������ظ������������顣����βⶨ��ƽ��ֵ��--����������ƽ��ֵ�ķ�Χ����ʾ��������鱨�����鱨������Ӧ����������Ϣʶ�����Բ�Ʒ��--��ȫ��ϸ��ע�����ñ�Ϳ����ϵ�ĺ�Ȼ��Ϳ���������ͺź�������ֱ������ʱ�Ļ����������������ڵȡ�.ԭ����������ȡ����̼ͨ�ظֵͺϽ��ǿ�ȸ֣��ְ�ԭ����ȡ��Ӧ�ڸְ����/��ȡ���������������ְ壬����Ʒû�й涨ȡ������ʱ��Ӧ�ڸְ����/��ȡ�����������������Ϊ00X00M�����ո��ȡ����ʱ���������и�����������Ե���������㹻�ļӹ�������һ�㲻С�ڸֲ�Ʒ�ĺ�ȣ���С������0MM�������ļ�֤�ֲĵij�����Ӧ���ݸֲĵ�����������ֳ��������в��ϵ�����֤�����ϵ�����֤�������֤���ֳ��������������֤ǩ�֡������Ŀ����Ҫ�ԸֲĽ�����������һ��һ��������Լ���ѧ�ɷּ��顣��ѧ���ܲ��Լ����ɫ��־��ȷ���豸���״̬����������ĵ�Դ����Ԥ�ȷ��ӣ����������Ƿ���ȷ��ί������������������������������Ʒ����ͺ����롣���ͷ����ͷ��IJ��������ͷ��IJ�����������̨ʱ���Կ��Ĵ�Щ��ʹʵ��̨�Կ��ٶ�����������ʵ��ĸ���ʱ�䡣�������Ӻ�ʱӦע��--����������������ļӺ��ٶȽ��е��ڣ���Ӧ���Ĺ��죬ʹ�����ܵ������Ҳ��Ӧ�ʹرգ�ʹ�������ܸ���ͻȻ�½������Ӱ��ʵ�����ݵ�ȷ�ԡ�������������������������������ʵ�������£�������Ҫ��������ʱ������Ҫƽ�ȵIJ��������ͷ��IJ������������Ӻ�ʱ�����뽫��ؽ�����������©�ء��������Ѻ��ȹر����ͷ������������ͷ���ж�����ɲ�ʹ������������䵽ԭ��λ�ã�ʹ�ͻص����䣬���ͷ����ֲ�Ҫš�ù���������������ģ����ͷ����ֱ���š������������Ҫ��װ�С���������ʱ���ȿ����ͱ�š�����ͷ���ʹ������������ԼMM��Ȼ��ر����ͷ���������һ�˼�����ǯ�ڣ����������㣬�ٵ�����ǯ�ڣ��г������¶ˣ����ɿ�ʼ���飬�г�����ʱ��Ӧ��ǯ�����̳ߴ緶Χ�г�����������Ӧ�ü���ǯ�ڵ�ȫ���ϣ�����ǯ��λ�ñ���һ�£��������Գ�̶ֹ���Ϊ����ǯ�ڼ�ǯ�����ʱ���ڻ������Ͽ�ס��ҧ��������һ��ʯī����͵Ļ�����������������������г�װ��ʱ������涨��˵�����в�����ѹ�����飬����ѹ��װ���º����ײ������ݶ����Թ̶�����ѹ�������̨���������ϣ���������࣬�ʺ���ѹ������ƽ�档�����������߱�����ѹ���������غϣ�����ƫ���������������飬��ѹ��֧������������Ҫ�ľ��룬���ݶ��̶�����̨�ϣ���֧��������ľ��룬������̨�����***������ѹͷװ���º����ײ����ݶ����Σ���Ҫ�����ѡ��������飬ֱ����Ҫ��ĺ���ֵ���������Ӧ���豸���м�ʱ�巨�������豸���Ÿɾ������Ϸ����֡�ʹ��ǰ��Ӧ�������豸���м�¼���ϵǼ�ʹ�����ʹ�ñ������쳣����Ӧ����ͣ������ʱ���涨���棬�Ͻ��豸����������Χ��������������̽����ɾ���������˳������װ���������ڣ��ٽ������з�����ȴ���ڡ���ȷ�ϵ�Դ�ڹ涨�ĵ�ѹ�¼��ӵذ�ȫ�����豸��������������´�Դ���ء�����ȴ���е������ӽ��趨�¶Ⱥ��ٺ���0^0���ӡ��������ʱ���������ι���Ա���봦�ڰ�ȫ��ʾ�����⡣ʵ��ǰ�������У�Կ��������֧����У��ࡣ��ȴ���ڱ�������㹻����ˮ--����ˮ--��Ũ�Ȳ�����.%���������ڵ�����Ҫ��ɾ�������м������--�̡�������������㶯���Űڡ�����--����ť���ڴ�˳ʱ��ڶ��������ԣ�Ӧ--�жϵ�Դ���ı��Դ��������ʱ��Ϊ--�������ݵ�ȷ�ԣ�Ӧ--�пհ����Σ�������οհں�ָ���Ƿ������Ӧ��ʾ���Ƶġ�0��λ���������������ʾ�����������������ÿ���������������ñ�ǣ������������ɺ��ܽ��Ϻ�����������������Ϻ��������ֿ��������û�м�ʱ���ñ�ǣ�����Ҫÿ����һ����--���Ϻ����������źá����������˺���Ա����ֹͣ�ڴ���Χ�ڵ�һ�в���������밲ȫ��Χ�ڡ����������ɺ�Ϊ--�������ݵ�ȷ�ԣ��ٽ��пհ����Σ�������οհں�ָ���Ƿ������Ӧ��ʾ���Ƶġ�0��λ���������������ʾͨ������ȡ�õ�����ȷ��.��ѧ�ɷַ�����̼�������̼�ظֺ��еͺϽ�ֻ�ԭ�ӷ��������������GB/T-00��ⷶΧ������̼�ֺϽ������ҪԪ�غ����IJ����������ơ�����ǰ�����������dz���ͣ�õ��Ǵο���ʱ�������ж�ȫ���������أ��ر�������������������뷧�������������Ƿ�������̿������ܵ�Դ����ձõ�Դ��0/0��Դ���м俪�ؿ����Ӻ����ո��뷧ȷ�����쳣��Դ���ȶ���M0��Դ��նȴ�0���¿ɴ�ѹ������豸�Ƿ���������Դ��ѹM0���ָʾ���Ƿ�������ÿ������ǰ�������䴰�����缫��϶��������Ʒ̨�ڲ�������ĥ�������ͱ�������ע�������Ҫƽ������һ���Ĵֲڶȡ�ĥ���Ͻ�ֺ���̼ͨ�ظ�����Ӧʹ�ø���--��ɰ��Ƭ������ĥ�������иǵ������У���ֹ���ִ�������÷������棬��ֹ���ڱ�¶�ڿ����С��Ƶ�Դ���ȶ�һ��ʱ���������У����������ѹ�������ڳ���ѹ����ÿ�������ʱӦ���ܵ��ڲ�������ž�����һ������������ж�μ�����ֱ����Ԫ��--�Ƕ������ȶ�������ͬ���������ÿ��������������Ƿ���ȷ�������ϴ�Ӧ���±����������α����������ﵽҪ��ľ��ȣ���Ӧֹͣ���飬�����������ܺ��豸Ա��������ȷ���ɷ���������ÿ������Ӧ�����������ϣ���ȥ--���ݺ���ƽ��ֵ��Ϊ���������.��ǿ����˨��šŤ�����ñ����ֽṹ����ʩ��T�������չ淶��GB00-00���չ��ѡ�ú��ʵĵ綯Ť�����ֵ���������ĸ��ȫ���ʱ�嶯��Դ���أ�ʹ�綯Ť������ƽ�ȵ�������أ����������ǡ�������ʱ����š�ɹ�÷��β��Ť�ϡ�Ϊʹ��˨Ⱥ��������˨������������š��Ӧ��һ��˳����С�һ���ͷӦ����˨Ⱥ�м�˳��������н��̡��ӽ�ͷ�նȴ�ĵط�����Լ�������ɶ˽��С�����˨Ⱥ������������ɢ�ķ�ʽ���С�/����
3���ٶȿ졢---���Ͷ�ǿ�ȵͣ�һ̨��Ϳ��ÿСʱ��������Ϳ150�O����ȥ��ʱ�䣬ÿ�칤��8Сʱ���㣬����Ϳ1000�O���ϣ��൱��20�����������---�Ĺ�������
5��һ�����ã�����Ϳɰ������ˮ���ϣ��ͻ���ϣ����ܵ����ͻ�����������Ϳ����״��Ӱ�졣


ʹ�÷������ܣ�
��������---ʽɰ����Ϳ��һ�ֱ���֧����ѹ�ཬ��Զ����ʡ����������ȫ����Ϳ�������ֲ�Ʒ�����ձ�����ʡע����ʯ���ཬ���г�������Ʒ�Ļ�����,����ҹ������ͽ����ص㣬���ƸĽ���һ�����ͻ����������ͻ���ȫ�ʺ��ҹ�����ʩ�������Ű����θ�������������0�֣�����.��֣��൱�������С�γ���������������.�ף��൱��0��¥�ߡ�������Ӧ����ƥ�����̨��--֧�Ź�װ��������ũ��������ѹע���ཬ�ô�����������Ӧ��ǿ���������������Ϳ���顣��̨�罬����ʩ��ʱֻ�������ˣ���һ������ԭ�ϣ�һ�˿�����ǹ���ϣ�һ̨��Ϳ��ÿСʱ��������Ϳ100-150ƽ���ף����ɰ��---������ᷢ�ӻ������˹������ơ�
-----------------------------------------------------------------------------------------------------------
��������ʢͨ��е��������˾ȫ��Ա�����߳ϻ�ӭ���Ͽͻ�ݰ��ָ����������Я�ֲ�������ͬ�ٻ�е��ҵ�ķ����뷢չ��
��Ҫ���������·�Ź����е�������豸��������е��ص��㲿����������Ҫ��Ʒ��ע����е���买��е��ԤӦ���������ߵȣ������ֹ�Ӧ������ҵ�������ڵĻ�е�㲿���ȡ���ݵĽ�ͨ�������磬---�������豸�����ƵĹ����ƶ�---���ҹ�˾�IJ�Ʒ��������ٽ�����չ����Ʒ-ȫ����ʮ���ʡ���С���������
��˾��Ӫ��Ʒ��
������ ���� ���۱á���ɳ�á���Ĥ�á�BW�ཬ�á�����ע���豸���罬�豸��
����ԤӦ������ ����ԤӦ�������豸��ê���ƾߡ����������豸��
�����买������ ���ָ��������U���������H����������Ǹ�����������θ�������������豸��
�� �� ���� �ֳ�ʽ������ʯ���и�⡢�ֳ�ʽ�����⡢��ë����ϳ�ٻ���
��˾��������������---���Ƽ�Ϊ�������ž�Ӫ���ͻ��ľ�Ӫ������---�ͻ���չó�������������ѳ�Ϊ����������ʮ�ľ�����˾���Ϸ������ľ֡������Ϻ��֡���ú��������˾�ĺϸ�Ӧ�̡���ҪΪ���ϼ��Ź�˾�ṩ�����豸��Ӧ����Ҫ�����ļӹ�װ�䡣ͬʱ�ҹ�˾Ҳ�ڽ����Ϊ���ó��˾����Ҫ����֮һ�����������ҵ�����˳����ȶ����Ѻú�����ϵ����˾�����������ͼ���ˮƽ��ͬ��ҵ�д���------��������Ϸʹ�ҵ��ѧ�����ղ��ϱ����о�������е����ƶ�Ժ������ˮ���о������ṹ��е�����Ժ��Ժ�����㽭��ҵ��ѧ�ȶ�ҿ��л������м����������Խ��軷����е�����ܻ�еΪ���������š����г�Ϊ���������������桢��---��չ���Թ�����Ч�桱����ҵ�������룬�����Ż���Ʒ�ṹ�����ֽ����ơ������Ĺ��գ�����---��---�Ĺ��̻�е�豸����˾���������Ƶ���ҵ�������ƣ�������һ�������ʵ���ҵ�����Լ������˲š�
��ë������ʽ���İ���ë���ӹ̴�ë����ë��---����ʽ���İ���ë���ӹ̴�ë����ë��---���Ƶ�������ʽ��ë���������ڸ��ٹ�·�����桢��·��ˮ����������������������ͣ����������������������װ�Ρ�
����Ϣ�ɰ�������ʢͨ��е��������˾��������ϵ��:κΡ 17756977566 17756977566
